

I haven’t updated my blog in months. During the winter and spring, it seemed like I would take time to update my blog at least once a week; but this summer has been a whirlwind of activity. Here is a sample:
Consulting at Albion Sword in New Glarus, WI
I’ve made numerous trips to Albion Swords in New Glarus, Wisconsin to help with training and fine tuning their heat-treat procedures and system. Albion’s head blade grinder, Craig Cheney, spent several days with me testing blades. The tests included but were not limited to bend tests, destructive tests, and edge impact testing. These test are a critical part of ensuring Albion’s quality.
Below is a video of Craig bend testing a blade. We bend the blade to 90 degrees in each direction to see if it will survive. We want it to bend without breaking. Following a good 90 degree bend test, we then bend the blade to 180 degrees. A passing blade will bend to past 90 degrees and achieve approximately 160 degrees of bend. As you will see, this blade definately passed the tests:
I should mention that the tests we are performing are considered abusive. Do not do this to your Albion swords.
Small Warehouse Completed
Completed the construction (with major help from my cousin Ron and my daughter Natalie) of a small warehouse to store my steel and wood. The warehouse will also hold some of my tools and wood working equipment. I am still moving steel and supplies into the warehouse. This process takes some time since I have to persuade my son to help me.
It will be apparent from the photo that I still have a lot of organizing to finish, but this small warehouse will create more floor space in my small shop:

KMG Grinder Modifications
Modified and improved my KMG grinder. Most of the modifications were found on The Bladeforums. First, I eliminated the pulley wheels and belt and used a new motor mount that I made and connected the motor directly to the drive shaft with Lovejoy couplers. This eliminated a lot of the vibration associated with the belt and pulley system. Second, I removed the spring on the tracking arm and replaced it with a gas strut. The 40 pound gas strut provides enough force to make the belt tight and track very precisely. I also modified the grinder so that it could be tilted from the verticle position to the horizontal. This feature allows for the precise grinding of parts that require a radii.


High Temperature Salt Bath
I created a new high temperature salt bath for heat-treating large axe heads. I call it the BAHT System: Big Axe Heat-Treat System. The oval stainless tube was fabricated by me in my shop. It allows for the heat-treating of axe blades up to 11.5″ wide!
Here is a video of the BAHT being charged the first time. Also in the video is my portable digital control system which include a LO/HI gas loop for almost “god-like” control of the salt bath temperature:


The portable digital control unit can be moved between various high-temperature salt baths. It plugs into a 110v outlet, and it has the LO/HI pressure loop located below the box. On the other side is a port where the type K thermocoupler enters the control box. It is very easy to use. I have one bath for daggers and short blades, and another bath for sword length blades. I simply plug the power cord into an outlet or extension cord, connect the gas line to the LO/HI loop via a union, slide the thermocoupler into a small stainless steel tube on the different baths then fire it up. When I’m finished heat-treating, I move it into the warehouse for storage.
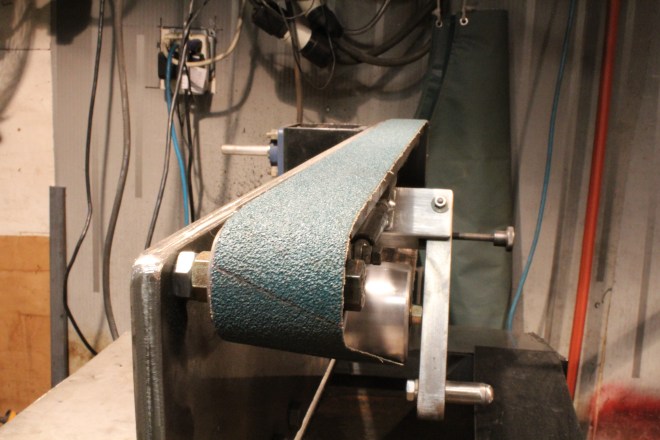
Sword Platen Grinder
I scraped my old sword platen grinder and build a new one from the ground up. It is still a work in progress but it works quite well for truing up bevels and creating complex distal tapers in sword and knife blades. The platen is 2″ wide by 28″ long and is made of precision ground tool steel. I still need to put a cover on motor and drive box, and install a water spray system.

I finished a new spray system that will be used on the platen grinder and he KMG which I will feature in an update in the near future. This spray system allows me to heat-treat blades that I am going to hollow-grind without the hollows ground in them. Hollow-ground bevels can create issues during heat-treat. Heat-treating without the hollows reduces the potential for warping. I then use the spray system to wet grind the blade without ruining the heat-treat.
I still have more things to fabricate, but this has been a producive summer even though I have not made many new items. The stage is set for some exciting projects in the near future.
If you have any questions on any of the things I’ve fabricated, feel free to email me at eric@crownforge.net.

